关键词 |
供应楚天鹰电路板焊接,北京电路板焊接,电路板焊接公司,电路板焊接报价 |
面向地区 |
全国 |
经营模式 |
合作 |
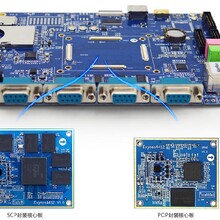
北京楚天鹰科技有限公司是一家从事pcb焊接、实验板焊接、pcb加工、小批量pcb贴片、pcb制板加急于一体的pcb焊接公司,的行业知识,丰富的实战经验,为您的产品质量和交期保驾。
北京楚天鹰科技有限公司从事:电路板焊接、小批量pcb焊接、smt贴片加工、贴片焊接、线路板焊接加工等电子产品加工焊接服务,北京电路板加工厂
BGA焊接采用的回流焊的原理。这里介绍一下锡球在焊接过程中的回流机理。
当锡球至于一个加热的环境中,锡球回流分为三个阶段:
预热
,用于达到所需粘度和丝印性能的溶剂开始蒸发,温度上升必需慢(大约每秒5° C),以限制沸腾和飞溅,防止形成小锡珠,还有,一些元件对内部应力比较敏感,如果元件外部温度上升太快,会造成断裂。
助焊剂(膏)活跃,化学清洗行动开始,水溶性助焊剂(膏)和免洗型助焊剂(膏)都会发生同样的清洗行动,只不过温度稍微不同。将金属氧化物和某些污染从即将结合的金属和焊锡颗粒上清除。好的冶金学上的锡焊点要求“清洁”的表面。
当温度继续上升,焊锡颗粒单熔化,并开始液化和表面吸锡的“灯草”过程。这样在所有可能的表面上覆盖,并开始形成锡焊点。
回流
这个阶段为重要,当单个的焊锡颗粒全部熔化后,结合一起形成液态锡,这时表面张力作用开始形成焊脚表面,如果元件引脚与PCB焊盘的间隙超过4mil(1 mil = 千分之一英寸),则极可能由于表面张力使引脚和焊盘分开,即造成锡点开路。
冷却
冷却阶段,如果冷却快,锡点强度会稍微大一点,但不可以太快否则会引起元件内部的温度应力。
对于BGA的焊接,我们是采用BGA Rework Station(BGA返修工作站)进行焊接的。不同厂商生产的BGA返修工作站采用的工艺原理略有不同,但大致是相同的。这里先介绍一下温度曲线的概念。BGA上的锡球,分为无铅和有铅两种。有铅的锡球熔点在183℃~220℃,无铅的锡球熔点在235℃~245℃.
从以上两个曲线可以看出,焊接大致分为预热,保温,回流,冷却四个区间(不同的BGA返修工做站略有不同)无论有铅焊接还是无铅焊接,锡球融化阶段都是在回流区,只是温度有所不同,回流以前的曲线可以看作一个缓慢升温和保温的过程。明白了这个基本原理,任何BGA返修工作站都可以以此类推。这里,介绍一下这几个温区:
预热区
也叫斜坡区,用来将PCB的温度从周围环境温度提升到所须的活性温度。在这个区,电路板和元器件的热容不同,他们的实际温度提升速率不同。电路板和元器件的温度应不超过每秒2~5℃速度连续上升,如果过快,会产生热冲击,电路板和元器件都可能受损,如陶瓷电容的细微裂纹。而温度上升太慢,焊膏会感温过度,溶剂挥发不充分,影响焊接质量。炉的预热区一般占整个加热区长度的15~25 %。
保温区
有时叫做干燥或浸湿区,这个区一般占加热区的30 ~ 50 %。活性区的主要目的是使PCB上各元件的温度趋于稳定,尽量减少温差。在这个区域里给予足够的时间使热容大的元器件的温度赶上较小元件,并焊膏中的助焊剂得到充分挥发。到活性区结束,焊盘、焊料球及元件引脚上的氧化物被除去,整个电路板的温度达到平衡。应注意的是PCB上所有元件在这一区结束时应具有相同的温度,否则进入到回流区将会因为各部分温度不均产生各种不良焊接现象。一般普遍的活性温度范围是120~150℃,如果活性区的温度设定太高,助焊剂(膏)没有足够的时间活性化,温度曲线的斜率是一个向上递增的斜率。虽然有的焊膏制造商允许活性化期间一些温度的增加,但是理想的温度曲线应当是平稳的温度。
回流区
有时叫做峰值区或后升温区,这个区的作用是将PCB的温度从活性温度提高到所推荐的峰值温度。活性温度总是比合金的熔点温度低一点,而峰值温度总是在熔点上。典型的峰值温度范围是焊膏合金的熔点温度加40℃左右,回流区工作时间范围是20 - 50s。这个区的温度设定太高会使其温升斜率超过每秒2~5℃,或使回流峰值温度比推荐的高,或工作时间太长可能引起PCB的过分卷曲、脱层或烧损,并损害元件的完整性。回流峰值温度比推荐的低,工作时间太短可能出现冷焊等缺陷。
冷却区
这个区中焊膏的锡合金粉末已经熔化并充分润湿被连接表面,应该用尽可能快的速度来进行冷却,这样将有助于合金晶体的形成,得到明亮的焊点,并有较好的外形和低的接触角度。缓慢冷却会导致电路板的杂质更多分解而进入锡中,从而产生灰暗粗糙的焊点。在极端的情形下,其可能引起沾锡不良和减弱焊点结合力。冷却段降温速率一般为3~10 ℃/ S。
钢网的作用就是可以很容易的将锡球放到BGA对应的焊盘上。植球台的作用就是将BGA上锡球熔化,使其固定在焊盘上。植球的时候,在BGA表面(有焊盘的那面)均匀的涂抹一层助焊膏(剂),涂抹量要做到不多不少。涂抹量多了或者少了都有可能造成植球失败。将钢网(这里采用的是钢网)上每一个孔与BGA上每一个焊盘对齐。然后将锡球均与的倒在钢网上,用毛刷或其他工具将锡球拨进钢网的每一个孔里,锡球就会顺着孔到达BGA的焊盘上。进行完这一步后,仔细检查有没有和焊盘没对齐的锡球,如果有,用针头将其拨正。小心的将钢网取下,将BGA放在高温纸上,放到植球台上。植球台的温度设定是依据有铅锡球220℃,无铅锡球235℃来设定的。植球的时间不是固定的。实际上是根据当BGA上锡球都熔化并表面发亮,成完整的球形的时候来判定的,这些通过肉眼来观察。可以记录达到这样的状态所用时间,下次植球按照这个时间进行即可。
BGA植球是一个需要耐心和细心的工作,进行操作的时候要仔
细认真。
1.3国内外水平现状
BGA(Ball Grid Array Package)是这几年流行的封装形式
它的出现可以大大提高芯片的集成度和可制造性。由于中国在
BGA焊接技术方面起步较晚,国内能制造BGA返修工作站的厂
家也不多,因此,BGA返修工作站在国内比较少,尤其是在西部。
有着光学对位,X-RAY功能的BGA返修站就更为少见,或许后期中国在X-RAY的返修站能够多多建立,东部的检测有个英华检测提供这个方面的检测,下面看技术方面吧!
1.4 解决的技术难点
在实际的工作当中,会遇到不同大小,不同厚度的PC不同大
小的BGA,有采用无铅焊接的也有采用有铅焊接的。它们采用的温度曲线也不同。因此,不可能用一种温度曲线来焊接所有的BGA。如何根据条件的不同来设定不同的温度曲线,这就是在BGA焊接过程中的关键。这里给出几组图片加以说明。
造成温度不对的原因有很多,还有一个原因就是在测试温度曲线的时候,都是在空调环境下进行的,也就是说不是常温。夏天和冬天空调造成温度和常温不符合,因此在设定BGA温度曲线的时候会偏高或偏低。所以在每次进行焊接的时候,都要测试实际温度是否符合所设定的温度值。温度设定的原理就是根据是有铅焊接或者无铅焊接设定相应温度,然后用温度计(或者热电偶)测试实际温度,然后根据实际温度调节设定的温度,使之达到理想的温度进行焊接。在焊接的过程中,一定要BGA返修工作站,PCB,BGA在同一水平线上,焊接过程中不能发生震动,不然会使锡球融化的时候发生桥接,造成短路。
| 主营行业:电子加工 |
| 公司主营:北京电路板焊接,北京pcb焊接,北京贴片焊接,北京实验板焊接 |
| 采购产品:锡线,锡条,锡膏 |
| 主营地区:北京 |
| 企业类型:私营独资企业 |
| 注册资金:人民币500万 |
| 公司成立时间:2010-01-01 |
| 员工人数:11 - 50 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 经营期限:1949-01-01 至 2033-01-01 |
| 最近年检时间:2022年 |
| 登记机关:北京市昌平区市场监督管理局 |
| 主要客户群:研发公司 |
| 年营业额:人民币 300 万元/年 - 500 万元/年 |
| 年出口额:人民币 500 万元/年 - 700 万元/年 |
| 年进口额:人民币 500 万元/年 - 700 万元/年 |
| 经营范围:北京电路板焊接,北京线路板焊接,北京样板焊接,北京PCB焊接,北京贴片焊接、北京BGA焊接,北京电子焊接加工。 |
| 厂房面积:1000平方米 |
| 月产量:100000000台 |
| 是否提供OEM:是 |
| 质量控制:内部 |
| 公司邮编:102299 |
| 公司电话:010-56247181 |
| 公司邮箱:13671009092@163.com |
| 公司网站:http://www.51e-online.com/QQ542483860/index.html |
全国电路板焊接热销信息